
Head of The Department
My role is responsible for contract execution, team performance, business development, and continuous improvement — driving results across the full project lifecycle with dynamic leadership

Contract and Project Execution
I lead the full lifecycle of contract delivery from planning through closeout, ensuring alignment with client expectations and financial targets.
1. Understand the Contract
Thorough review of commercial and performance obligations.
2. Coordinate And Execute
Align with the client, performing centres, and BL Manager for effective delivery.
3. Plan And Organize
Draw up the organization, resources, work instructions, integration, and execution plan.
4. Invoice And Close
Manage invoicing, collection of receivables, project closeout, and profitability analysis.
Cultivating a Culture of Excellence
I collaborate closely with top leadership to foster a trusting, inclusive environment where strategic initiatives actually take flight. My priority is to balance high-level productivity with a deep, unwavering commitment to the safety and wellbeing of my people. I bridge the gap between vision and execution, maintaining a culture of mutual accountability that allows us to deliver exceptional results while supporting the professional growth of every individual on the team.
Driving Performance And Integrity
I take direct accountability for my team’s performance by ensuring our people policies and procedures translate into real-world success. I personally champion our Code of Ethics and corporate identity, embedding these values into our daily operations so they define who we are, not just what we do. By actively disseminating regional strategy across my team, I ensure every member remains aligned, informed, and empowered to meet our collective goals with absolute clarity.

Leadership And People Management
Business Development And Resource Growth
Business Development
During every client and supplier interaction, actively promote the products and explore new opportunities. Inform the Head of Business Development or relevant Business Line Manager of each identified opportunity.
Resources Development
Contribute to recruitment, integration, and training, Share key knowledge and support knowledge management, Identify training needs and propose to Quality/BL Manager, Build a resilient, agile team with a culture of simplicity, innovation, and continuous improvement
HSE Responsibility
Cardinal Safety Rules
Must comply with BV Cardinal Safety Rules in all situations without exception
HSE Compliance
Adhere to all company HSE policies, procedures, guidelines, and applicable local legal requirements.
Personal And Subordinate Safety
Take care of own health and safety as well as that of colleagues and others in the workplace.
Incident Reporting
Immediately report any HSE shortcomings, incidents, unsafe practices, or conditions to the direct Line Manager
Continuous Improvement
Proactively share opportunities for improvement on all HSE aspects.
Operation Management
Transforming Complexity into Efficiency — In a global market, operational excellence isn’t just about doing things right; it’s about doing the right things at the right time. My approach integrates high-level strategy with granular execution to build resilient, sustainable, and high-performing organizations.

Strategic Operation and Sustainability
Aligning operational capabilities with long-term business goals through smart frameworks and eco-conscious practices
Operational Strategy
Designing frameworks that support competitive advantage and scalability.
Sustainable Operations
Integrating eco-friendly practices and resource circularity to meet ESG goals.
Facility and Location Strategy
Analyzing geographical advantages to optimize logistics and site performance.
Process Excellence and Quality Control
Specialising in “trimming the fat” while increasing output quality through data-driven methodologies.

Lean Management and Six Sigma.
Implementing DMAIC cycles and waste reduction to achieve near-perfect quality levels.

Total Quality Management
Fostering a culture of continuous improvement across every department.

Capacity Analysis.
Using bottleneck identification and throughput modeling to ensure the system handles growth.
Supply Chain and Resource Planning
Managing the flow of goods and information from sourcing to the end customer
Sourcing & Supply Management
Building robust vendor relationships and mitigating procurement risks.
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Inventory & Resource Planning
Utilising ERP logic to balance stock levels, reduce holding costs, and ensure material availability.
Scheduling & Control
Developing precise operational schedules to maximize equipment and labor utilization.
Service & Product Innovation
Operations is the engine behind every new product and service — bridging strategy with seamless execution.
Product Development Process

Bridging the gap between R&D and mass production for seamless launches
Service System Design Process

Architecting customer-facing processes that prioritize speed, reliability, and human-centric design.
Project Management Process

Leading cross-functional teams to deliver complex initiatives on time and under budget.
Residual Life assessment of EOT Crane
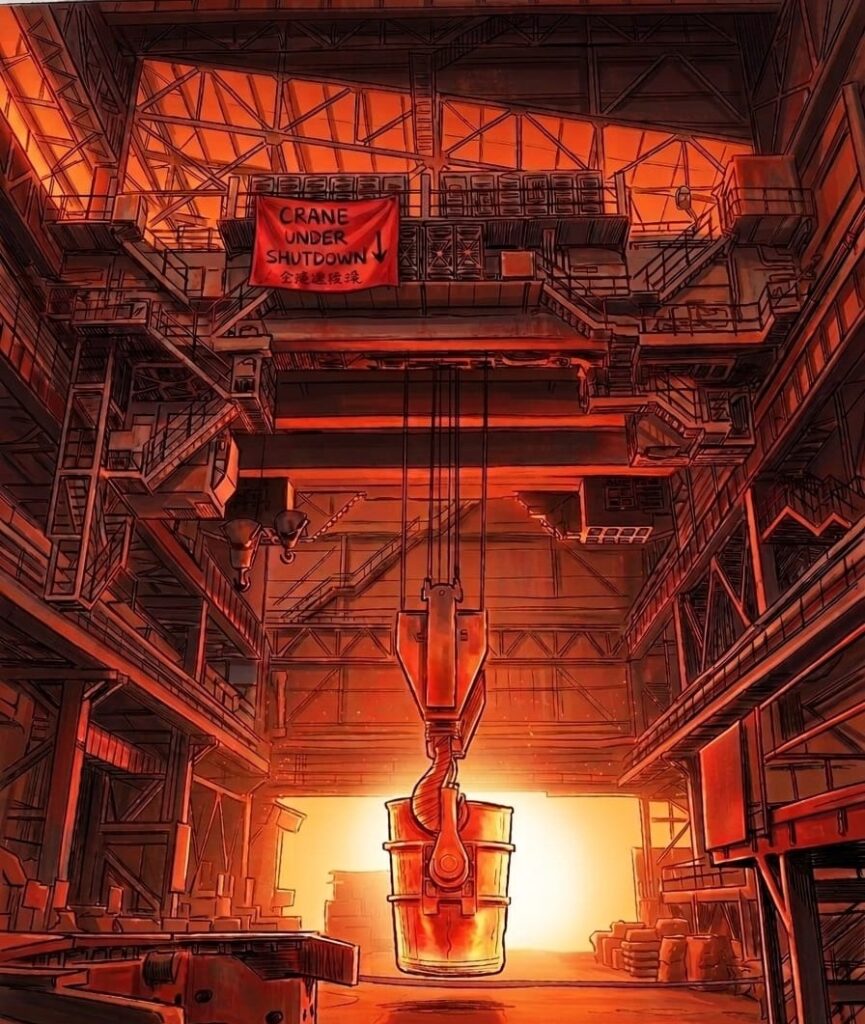
Engineered and implemented a proprietary Residual Life Assessment (RLA) methodology specifically for ultra-heavy-lift assets. Moving beyond standard inspections, this scientific framework evaluates structural fatigue (The Skeleton), mechanical powertrain integrity (The Heart), and control system reliability (The Brain). This procedure allows operators to extend asset lifecycles safely, optimizing CAPEX by preventing premature replacements and eliminating catastrophic field failures
Ensuring Structural Integrity: Residual Life Assessment of 22 Steel Chimneys at Bokaro Steel Plant

We recently completed a comprehensive Residual Life Assessment of 22 steel chimneys at the Bokaro Steel Plant, ranging from 67 to 122 meters in height. Utilizing industrial rope access, our team conducted meticulous inspections including verticality surveys and infrared thermography to detect structural and thermal anomalies. By integrating this field-captured data—such as actual shell thickness and verticality deviations—with rigorous design verification, we provided a precise evaluation of the assets’ structural health. This data-driven approach allowed for an accurate estimation of the remaining service life, ensuring a proactive and safe maintenance roadmap for these critical industrial structures
Inspection of Audit of Three Layered Vessel and high thickness (92 mm) single wall vessel
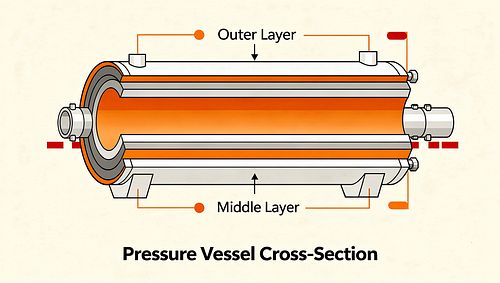
In 2010, I played a key role in the specialized inspection of high-pressure vessels at the Matix Fertilizer plant in Durgapur, focusing on both three-layered and 92 mm thick single-layer units. Constructed in strict accordance with ASME Section VIII, Division 2, these vessels required advanced non-destructive testing and meticulous design verification to manage the extreme operational stresses inherent in fertilizer production. This project highlighted my expertise in navigating the rigorous safety and quality standards of the ASME code, ensuring the structural integrity of complex, heavy-wall equipment. By applying detailed inspection protocols to both layered and thick-plate configurations, we successfully verified that each vessel was fit for long-term, high-pressure service.
As an inspection engineer, I ensured the quality and compliance of this comprehensive Turnkey Raw Water Treatment Plant at Rihand, supporting a massive 2×500 MW power complex. I monitored the full project lifecycle—from initial design and procurement through final construction and commissioning—to ensure every component met rigorous engineering standards. My role involved verifying the installation and performance of high-efficiency vertical turbine pumps, custom-engineered cascade aerators, Clrarifire and precision-controlled chemical dosing systems. By ensuring this infrastructure delivers high-purity feedwater for the facility’s Demineralization (DM) plant and auxiliary cooling systems. This commitment to quality directly supports uninterrupted power generation and maintains the long-term operational health of the Rihand site

Raw Water Treatment Plant for 2X500 MW Rihand Thermal Power Plant
We execute construction, testing, and commissioning of storage tanks strictly adhering to API 650 standards of five nos. 32 Mtr Diameter and 20 Mtr. height. Our process integrates advanced NDT welding inspections with hydrostatic testing and foundation settlement monitoring to ensure structural integrity, and with comprehensive functional commissioning and technical documentation.

BPCL, Mangalore Terminal Expansion: API 650 Floating Roof Tanks
I led the emergency restoration of a severely distorted floating roof tank of 48 Mtr diameter and 20 Mtr height in Mangalore that had settled 450 mm due to subsoil failure. With the tank out of round and the floating roof jammed, I engineered an innovative strategy to restore circularity using strategic wind girders and internal stabilization—avoiding traditional lifting methods made impossible by weak soil. This high-risk project successfully restored the tank’s full operational geometry through precise technical analysis and disciplined field execution.
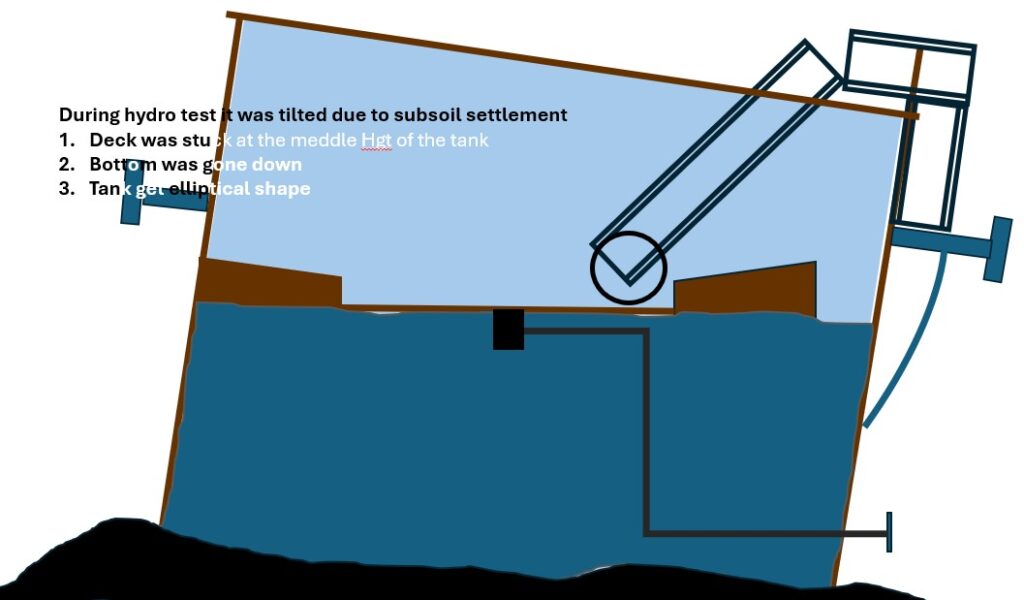
Tilted Tank restoration at Mangalore Refinery
Mangalore Refinery Phase II Expansion: API 650 Floating Roof Tanks
We execute construction, testing, and commissioning of storage tanks strictly adhering to API 650 standards of three nos. 52 Mtr Diameter and 20 Mtr. height, one no. 48.5 Mtr and 20 Mtr. diameter one no. 21 Mtr. diameter and 15.5 Mtr. height.Our process integrates advanced NDT welding inspections with hydrostatic testing and foundation settlement monitoring to ensure structural integrity and with comprehensive functional commissioning and technical documentation.
133.5m Flare Stack Erection | IOCL Baroda
Led the Inspection and Quality Control for the EPCM of a 133.5-meter tripod flare stack, ensuring seamless integration of dual-stream hydrocarbon and acid gas processing systems. I managed rigorous compliance with AWS D1.1, ASME B31.3, and ASME Section VIII for structural steel, piping, and pressure vessels (KOD/WSD), while enforcing a strict “No Field-Fix” policy through high-precision 3D model verification. My role involved supervising the mechanical readiness and NDT clearance for 10 massive modules, utilizing advanced Radiography Testing and layout validation to eliminate structural deviations and ensure 100% alignment during complex high-altitude assembly.
CDU & VDU Piping Execution-Baroda Refinery

Led the complex piping fabrication and erection for the Crude and Vacuum Distillation Units (CDU/VDU) at the IOCL Gujarat Refinery, ensuring 100% metallurgical integrity across a diverse range of 10+ material grades. I managed the high-precision installation of Carbon Steel, Stainless Steel, and specialty alloys like P91 and P22, adhering strictly to ASME B31.3 standards. By implementing a robust “cradle-to-installation” traceability system and a multi-layered quality assurance framework—including 100% Positive Material Identification (PMI) and specialized PWHT protocols—I successfully mitigated all risks of material cross-contamination and delivered high-pressure circuits fully compliant with stringent IOCL technical audits.
Ductile Iron Pipe Audit

Conducted rigorous technical audits and supply chain evaluations for three of the industry’s leading producers—Rashmi Metaliks Ltd., Jai Balaji Industries Ltd. Jindal SAW Ltd., Electro Therm Ltd. and Electro Steel Casting Ltd according to EN 545 and ISO 2531.My objective was to verify that their metallurgical processes, automated manufacturing lines, and testing protocols aligned with international standards for high-performance water and sewerage infrastructure.
Rail Manufacturing Audit at Jindal and Sail Bhilai
From Jindal Steel in 2014 to the SAIL Bhilai Steel Plant in March 2024, my journey has focused on the technical integrity and process efficiency required for high-grade steel production. Conducting independent audits under the IRS-T-12-2009 standard, I have meticulously evaluated the end-to-end manufacturing chain. This includes critical chemistry control at the Converter and Electric Arc Furnace (EAF), as well as the stringent management of H2 and N2 levels during bloom casting to prevent internal defects. My assessments followed the material through the rolling process into finished rails, ensuring every stage was validated by the rigorous testing protocols mandated by the IRS-T-12-2009 specifications. This decade-long expertise ensures that these industrial giants maintain the discipline and coordination necessary to produce rails that meet the highest global benchmarks for safety and performance.
Audit and Inspection of Rail Wagon/Rolling Stock

I played a pivotal role in securing our first NABCB accreditation as a Type A Inspection Body for rolling stock, a milestone that underscores our technical competence and absolute independence. This accreditation covers the comprehensive third-party inspection of Flat Wagons, BOBRN, and BOXNHL variants, ensuring every unit adheres strictly to RDSO guidelines. My work involved managing a rigorous end-to-end oversight process, starting from the critical validation of assembly jigs and individual components to the sub-assembly and final fabrication phases. The process culminated in a 100% final inspection, including specialized brake testing, to guarantee that every piece of rolling stock meets the highest standards of safety. This achievement solidifies our position as a trusted partner in maintaining the structural integrity of India’s heavy freight infrastructure
Questions & Answers
What services I offer?
I specialize in Mechanical Inspection and Technical Auditing. This includes asset integrity assessments, compliance checks against industry codes (like ASME or ISO), and quality assurance/quality control (QA/QC) for mechanical systems and installations.
How I approach to control the and get the desire quality?
My approach to manufacturing excellence is built on DMAC (Define, Measure, Analyze, Control) and TPM/TQM (Total Productive Maintenance/Total Quality Management) methodologies. DMAC enables me to optimize processes and ensure quality control, while TPM/TQM focuses on proactive maintenance and employee involvement to maximize equipment effectiveness and product quality.
For project management, I rely on the PDCA (Plan-Do-Check-Act) cycle, driving iterative improvement and adaptability. This cyclical approach ensures that projects are thoroughly planned, executed, and continuously improved, resulting in efficient and effective outcomes
which type of product I have knowledge ?
Storage Tank atmosphere tank (Floating Roof, Fixed Roof and Internal Floating Roof), Dome Roof Tank, Steel Structure (Heavy), Tubular Structure, Pressure Vessel (Single layer and Multiple layer), Piping, Heat Exchanger, Cooling Tower, Ductile Iron Pipe, LPG Cylinder and Valve, Oil Exploration Rig, Crane (EOT up to 250 MT), Fastener, Railway Wheel and Shaft, Rail, Wagon
What Industries do I Serve ?
Oil & Gas, Power, Steel, Aluminum, Manufacturing, Rail and Rolling Stock
What standard and code I follow ?
American Society for Mechanical Engineers (ASME), American Society for Testing and Materials (ASTM), American Petroleum Industries (API), International Organization for Standardization (ISO), European Norms (EN) and Indian Standard (IS)
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.